



本规程非等效采用ISO 5626:1978《纸——耐折度的测定》中有关试验仪器的结构参数、技术要求和校准方法等技术内容。
1范围
本规程适用于MIT式耐折度仪(以下简称“耐折仪”)的首次检定、后续检定和使用中的检验。
2引用文献
本规程引用下列文献:
《JJF 1001——1998通用计量术语及定义》
《GB/T 2679.5-1995纸和纸板耐折度的测定(MIT耐折仪法)》
《QB/T 1049——1998纸与纸板耐折度仪》
使用本规程时应注意使用上述引用文献的现行有效版本。
3概述
耐折仪是ISO 5626规定使用的,纸与纸板耐折度测定仪器中常用型式之一。
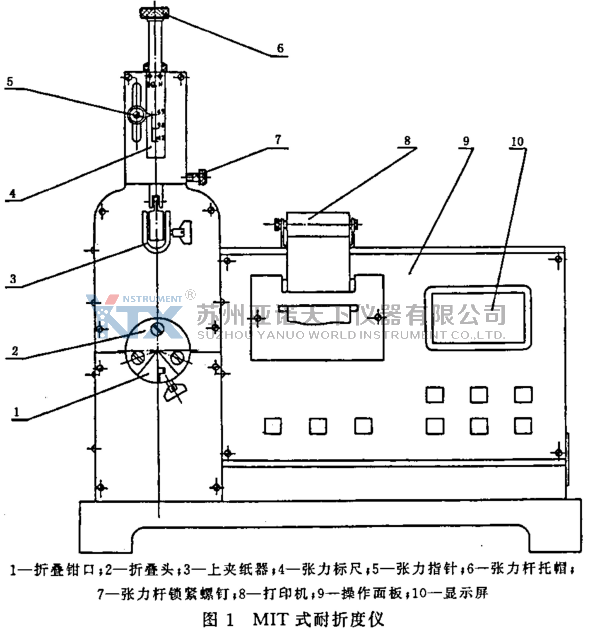
耐折仪是满足相关标准规定的折叠角度、折叠速度、标准张力及几何特性参数要求的特殊试验装置,它主要由折叠头、张力机构、传动机构及测控系统等部件组成.耐折仪外型结构如图1所示(其他与图示结构不同的MIT式耐折度仪均适用于本规程)。
4 计量性能要求
4.1折叠次数误差
耐折仪测量结果值是试样在规定条件下的折叠次数,仪器记录和显示的折叠次数,误差不应超过士1次。
4.2弹簧张力示值误差
弹簧张力机构的标尺示值应与实际张力相一致。在标准张力为9.8N,指针示值误差为零(指针压线)的前提下,标尺位置不重调,则4.9N和14.7N的示值误差均不应超过标尺刻度的一个分度值(士0.49N)。
4.3张力杅摩擦力
张力杆摩擦力不应影响弹簧对试样施加张力的准确性,在张力指针示值为4.9N、9.8N、14.7N时,张力杆摩擦力均不应超过0.25N。
4.4张力波动值
耐折仪工作过程中张力波动值应不超过0.34N。
4.5折叠角度误差
耐折仪折叠角度为左右各135°,误差不应超过±2°。
4.6折叠速度误差
耐折仪折叠速度为175次/min ,误差不应超过±10次/min。
5通用技术要求
5.1外观和各部分的相互作用
5.1.1耐折仪外观表面应无碰伤、划伤、锈斑及影响测量准确性的其他缺陷。
5.1.2耐折仪张力标尺及指针位置应能在一定范围内方便调节,调节操作应方便、省力。
5.1.3耐折仪工作过程中,各运动零部件动作应灵活且不应有摩擦阻滞现象。
5.1.4耐折仪应有标牌和必要的标记,主要内容包括:
——出厂日期、编号或生产批号;
——制造厂名;
——仪器名称、型号;
——准确度等级;
——计量器具制造许可证标记等。
5.2试样夹持机构
耐折仪试样夹持机构夹纸应牢靠,不应有松动和滑移现象,夹纸器旋钮手柄操作应方便省力。
5.3测量控制系统功能
耐折仪的动作程序由电子测控系统控制,工作过程中的启动、折叠试样、断裂自停、张力机构复位、折叠次数自动显示、记录等工作程序应连贯,动作应可靠。
5.4噪声
耐折仪正常动转时,噪声声压级应不超过65dB(A)。
6计量器具控制
6.1 检定条件
6.1.1检定环境条件应符合下列要求:
——环境温度:10℃~30℃;
—一环境湿度:相对湿度≤80%﹔
——工作台稳固,台面平整;
——工作电源电压的波动范围应不超出额定电压的±10%;
——工作环境清洁,无震动。
6.1.2检定使用的计量标准器具、量具和工具包括:
——力值误差不超过±0.1%的专用重力砝码;
——分度值0.1s的秒表;
——型万能角度尺;
——投影仪;
——大型工具显微镜:规格150mm×50mm,分度值0.01mm;
——声级计;
——其他通用工具、量具等。
6.2检定项目和检定方法
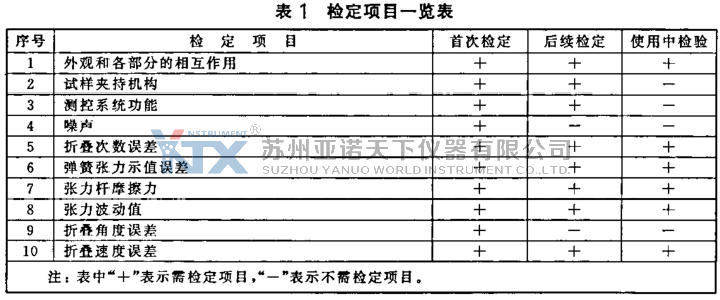
6.2.1检定项目一览表(见表1)
6.2.2外观和各部分的相互作用
6.2.2.1要求;应符合5.1.1~5.1.4的规定。
6.2.2.2检定方法:按要求自测、实测和操作检定。
6.2.3 试样夹持机构
6.2.3.1要求;应符合5.2规定。
6.2.3.2检定方法:取一条标准尺寸的试样,将试样夹持在上下夹头之间,试样夹紧后用手拉动试样,观察判断试样夹持是否牢靠,操作是否省力。
6.2.4 测控系统功能
6.2.4.1 要求:应符合5.3规定。
6.2.4.2检定方法:开机试验检定。
6.2.5噪声
6.2.5.1要求:应符合5.4规定(≤65dB(A))。
6.2.5.2 检定方法:用声级计实测检定。
6.2.6折叠次数误差
6.2.6.1要求;应符合4.1要求。
6.2.6.2检定方法
折叠次数误差的检定按以下顺序进行:
——试验准备:将张力杆用手指压下,张力指针指在9.8N刻度线上,用张力杆锁紧旋钮将张力杆位置固定﹔
——操作仪器令折叠头摆动,仔细观察折叠头摆动情况,并记数折叠头往复摆动次数,当摆动达到100 次时,立即将张力杆锁紧旋钮打开,张力杆立即回弹复位,摆动停止。以上操作重复三次,三次测量显示的摆动次数的算术平均值与实际记数的次数之差即为摆动次数误差。
6.2.7弹簧张力示值误差
6.2.7.1要求;应符合4.2规定。
6.2.7.2检定方法
张力示值误差按以下顺序进行检定:
——将标称重力值为9.8N的力砝码放在张力杆顶端的托帽上。调节张力标尺位置使张力标尺的9.8N刻度线与张力指针对准。
——取下9.8N力砝码,分别换装4.9N和14.7N力砝码,在张力标尺上读数。张力指针示值与力砝码标称值之差即为弹簧张力示值误差。
6.2.8 张力杆摩擦力
6.2.8.1要求:应符合4.3规定。
6.2.8.2检定方法:在张力杆上端按顺序分别放置9.8N、4.9N、14.7N重力砝码,力砝码放置后指针指示出相应张力。将上夹头用手轻轻向下拉,指针偏离原位,然后缓慢减小拉力至自由状态,由刻度标尺上估读张力示值f1。再用手将上夹头向上托起,然后缓慢放回至自由状态,由刻度标尺上估读张力示值f2。张力杆摩擦力fm=f1一f2.
6.2.9张力波动值
6.2.9.1要求;应符合4.4规定。
6.2.9.2检定方法:切取一张耐折度值较高的纸试样,夹在上下夹头间,在9.8N张力条件下做耐折度试验。在试样被折叠过程中,仔细观察张力指针上下跳动的情况,根据指针的跳.动量,在张力标尺上估读出张力波动值(N)。
6.2.10折叠角度误差
6.2.10.1要求;应符合4.5规定。
6.2.10.2检定方法:用万能角度尺实测折叠头的实际摆动角度。分别测量折叠头向左、向右摆动的角度。实测值与标称值之差即为折叠角度误差。
6.2.11折叠速度误差
6.2.11.1要求;应符合4.6规定。
6.2.11.2检定方法
开机实测法检定。检定操作顺序如下:
——将张力杆压下,指针指在9.8N刻度位置,锁定张力杆﹔
——开机,同时用秒表计时,折叠头往复摆动。当达到1min时立即停机,仪器显示屏将记录1min的往复折叠次数。以上试验重复三次,三次实测值均不应超过175次/min士10次/min 的要求。
6.3 检定结果的处理
6.3.1 经检定合格的耐折仪发给检定证书,检定不合格的耐折仪发给检定结果通知书,并注明不合格项目。
6.3.2检定证书内页应注明检定条件、检定项目、检定结果,准确度等级、误差。
6.4检定周期
检定周期一般不超过一年。








