


使用一段时间后,为确认仪器是否正确设定,用纯黑印花织物检查仪器。
正常运行7000次,检查试样颜色变化。如果不均匀,则仪器设置不正确,应检查上面列出的设置项,建议根据使用情况定期检查。
如果实验室做磨破和质量磨损实验,用两块参考布间隔做实验直到实验终点。
如果磨破不均匀,建议检查磨台平行度。
马丁代尔耐磨仪操作规范及步骤 仪器安装
由3.4可知,根据不同的运动轨迹(大,小李莎茹图形或直线运动),和试验目的,仪器的安装也不同。图为仪器的整机结构示意图:
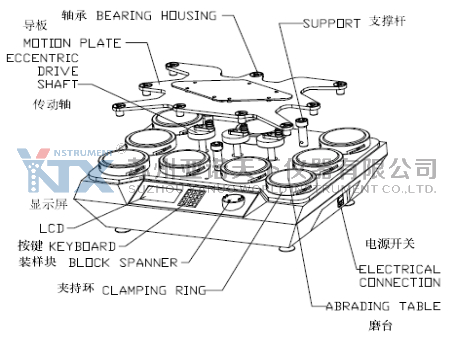
上方为导板,摩擦头通过销轴固定于导板上,导板的运动带动摩擦头的运动。导板上有三个运动轨道,试验时与传动轴相接。
导板下方为驱动曲柄和传动轴。驱动曲柄做圆周运动,带动传动轴运动进而带动导板的运动。传动轴的不同位置将影响运动的轨迹。
试验台上分别有9个磨擦台,可以满足九个试样同时测试的需求
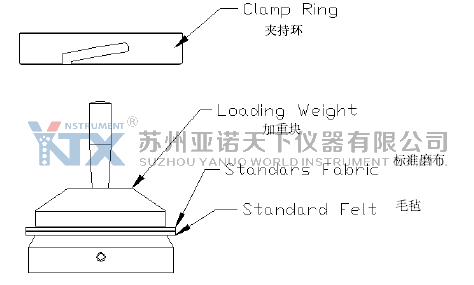
控制基座包含控制面板(本仪器为触摸屏操作,不含按键)、夹持环。其中夹持环起到辅助装夹试样的作用。
传动轴位置
改变运动类型涉及到改变驱动曲柄上的传动轴块一个或多个改变位置。
首先确保仪器是静止的。
拿开试样夹具(如果安装上的话)和导板。
把传动轴块移动到合适的新位置。
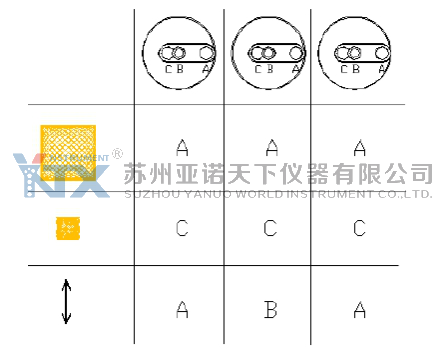
对于磨破测试:三个传动轴块必须在A位置。
对于起球测试:三个传动轴块必须在B位置。
对于直线测试:中间位置的传动轴块在B位置,边缘两个传动轴块在A位置。
小心的把导板放在仪器上,位置要对好。
试样及相关测试附件的装夹
耐磨性试验中,磨台上先放标准毛毡,再放标准摩擦织物,后用夹持环夹紧。
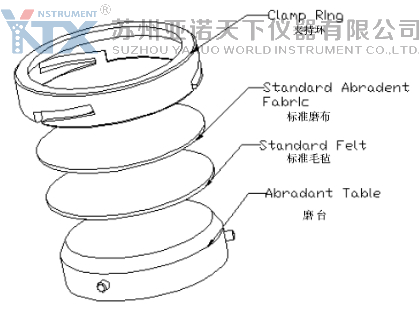
做起球试验,磨台层用标准毛毡覆盖,第二层用试样覆盖。
用于磨破实验的夹具装试样时要放一块标准泡沫,试样在底部用于磨破测试。
注:毛毡可使用100000次或直到其变硬。
标准磨布应该在每次试验更换。
聚氨酯泡沫衬垫应该在每次试验中更换。
当所有的磨台和试样夹具装好,把试样夹具放在磨台上。
穿过轴承把销轴放在试样夹具上。
按照4部分中设置的运行次数,接通电源开始实验。
试样准备-起球
(注:调整仪器设定,如果之前没有此操作的话)
标注磨料和试样调湿后,裁取需要数量的试样,直径为140mm,两套裁样器,一套用于起球台,另一套用于试样夹具。
把起球辅助装样装置放在工作台上,小尺寸放在下边。
耐磨试样夹持环套在辅助装样装置的外边。
把直径为140mml铝合金夹具放在辅助装样装置的顶部。是边缘多出来的部分垂在外面。
把直径为90mm的加载块放在辅助装样装置的顶部。
将试样夹具放在所述毛毡上。
小心的把橡胶圈卷上来到铝合金夹具盘的凹处。
取下试样夹具。
插上销轴和磨破使用的销轴一样。
把装好的试样放在磨台上,参见表1,参照标准进行实验。
实验细节参见5.1
重复以上步骤给每个磨台和夹具装样。
确保所有工位的读数为零,然后预设次数开始实验。
根据标注不同,实验的终点也不同。
实验步骤-磨破
测试试样磨破
1.通常测试四个试样,一个磨台上放置一个试样。
2.按规定间隔检查试样的磨损情况,不用把试样从夹具中拿下来。
3.必要时用放大镜或显微镜进行检查。
4.当试样有两根纱线断裂可判断为实验的终点。
5.实验进行直到所有的试样达到终点。
6.记录是每一个试样的结果和平均值。
7.把磨破的试样贴在报告表上。
8.注意一旦试样破损,没有必要更换夹具继续试验。
质量损失的测定
参见表4测定试样质量损失。
在每一个预设间隔的前后对试样进行称重。
绘制质量损失草图。
(更多细节参见ISO 12947-3)
表4
测试组数试样磨破检查间隔试样质量损失检查间隔
A≤1000100,250,500,750,1000,(1250)
B1000-5000500,750,1000,2500,5000,(7500)
C5000-100001000,2500,5000,7500,10000,(15000)
D10000-250005000,7500,10000,15000,25000,(40000)
E25000-5000010000,15000,25000,40000,50000,(75000)
F50000-10000010000,25000,50000,75000,100000,(125000)
G>10000025000,50000,75000,100000,(125000)
上面的数值应该是有关方达成一致
实验步骤-起球
起球测试
表5给出了用于起球测试的附件。
试样摩擦一段时间的结果。(更多细节参见BS EN ISO 12945)
表5
0.65kPa对于机织物,所有的内饰(包括针织物)瑞士起球组件和起球加载块
0.25kPa对于针织物(不包括内饰)瑞士起球组件和起球加载块
表6
组125圈
第二组500圈
第三组2000圈
三组样品的用于提供零,起球的轻微和中等水平以下描述的评估过程中所需的例子。
当在第三组进行测试,每500个循环后,停止机器并轻轻刷掉可能已聚集在测试表面上的任何松散的纤维是重要的。
表7
种类织物类型磨破类型加载块评价等级磨破次数
1内饰羊毛标准磨布415±2g1500
21000
32000
45000
2机织物(不包括内饰)机织物(面对面或者羊毛)415±2g1125
2500
31000
42000
55000
67000
3针织物(不包括内饰)针织物155±1g1125
2500
31000
42000
55000
对于种类2和3,短摩擦次数是2000,如果摩擦7000次,起球等级为4-5是可以接受的。
评价
试样在灯箱中观察。灯箱应该放置在暗室。
把试样和原始样品一起垂直放置在灯箱上,保持长边在垂直方向上,必要时使用胶布粘贴上,待评级的试样放置在左边,原始样品放置在右边。
视线与每一个试样垂直进行观察。
起球评级有五个等级
5不起球或非常轻微起球
4轻微起球
3中等起球
2严重起球
1非常严重起球
根据上述标准评价每一个试样,允许评价结果在两个等级之间,比如:3-4
结果
记录每一个试样的评级结果并计算平均值,如果平均值不是整数,记录接近的半级,实验误差不应该大于半级,如果大于半级,在报告中说明情况。
实验报告
实验报告应该包含以下信息:
试样描述;
任何预处理细节;
试样和观察者数量;
使用磨料;
加载块质量;
摩擦次数和起球等级;
测试日期;
终评级结果;
与标准的任何偏差。
校准和保养
校准
获取李莎茹图
按照下面的方法从每个工位获取李莎茹图。
把材料从磨台上拿下来。在每个磨台上放一张平整的白纸,直径(100±5)mm,质量100g.m2,确保纸张的表面足够平整。
用定制的和轴承套直径相同的圆珠笔插入轴承套,垂直于纸面,笔尖刚好触到纸面。
选择校准功能参见4.按开始键,导板带动圆珠笔的运动会在纸上绘制李莎茹图。
在纸上画出刚刚接触外层曲线上的李萨如模式两种对立的双方是两条平行线。
绘制的两条线与另外两条线成直角。
检查李莎茹图,测量误差在±0.2mm,如果李莎茹图不均匀可能有以下原因:
1.导板和磨台应该是平行的。用千分表测量,允许误差±0.05mm.
2.试样夹具的表面和磨台是无间隙的,用塞尺进行检查。
3.调整磨台的底板到水平。
4.调整驱动曲柄到合适的位置。
保养
1.运动导板应涂抹少量油脂润滑。
2.滚珠应该涂上少量油脂。
进一步的校准和保养请联系千实技术部。
配件和耗品
38mm裁样器
140标准磨料和毛毡裁样器
标准磨料SM25
标准磨料(M&S P19B)
标准泡沫衬垫
标准毛毡直径140mm(机织)
毛毡(机织)
标准毛毡直径140(无纺布用于M&S)
毛毡(无纺布用于M&S)
起球用毛毡衬垫(90mm)
固定试样橡胶圈(用于起球)
EMPA起球标准样照(针织)
EMPA起球标准样照(针织和机织)
SM50样照
碳化硅片








