


熔体流动速率(也称熔融指数)是一种表示塑胶材料加工时的流动性的数值。它是美国量测标准协会(ASTM)根据美国杜邦公司惯用的鉴定塑料特性的方法制定而成,其测试方法是先让塑料粒在一定时间(10分钟)内、一定温度及压力(各种材料标准不同)下,融化成塑料流体,然后通过一直径为2.095mm圆管所流出的克(g)数。其值越大,表示该塑胶材料的加工流动性越佳,反之则越差。
工业上常用熔融指数以区不分不同牌号的聚乙烯树脂、聚丙烯树脂。一般来说看,分子结构接近的前提下,熔融指数值越低,树脂的分子量越高。数均分子量相同时,星形高分子树脂、树枝型高分子树脂、分子量分布较宽的树脂的MI较高,线性高分子树脂、分子量分布较窄的树脂的MI较低。熔融指数越大,聚合物熔体的流动性越好,但平均分子量越低。熔融指数与加工条件,产品性能及经验联系起来,具有较高的实际意义。
1. 案例背景
接收到客户HDPE塑料测试样品,要求根据GB/T 3682-2000测试标准完成试验并给出测试结果。
2. 测试方法简述
样品:
1.只要能装入料筒内膛,试样可以任何形状。
2.试验前应按试样规格标准,对材料进行状态调节,必要时,还应进行稳定化处理。
仪器的温度校准、清洗和维护:
1.控温系统的校正。温度控制系统的准确性应定期校正,校正时选用的材料必须能够充分流动。
2.仪器清洗。测试之后 都要把仪器彻底清洗,料筒可用布片擦净,活塞应趁热用步擦净,口模可以用紧配合的黄铜绞刀或木钉清理。每次试验完毕,再加上砝码加压,使快速挤出余料后,抽出料杆,用清洁纱布趁热擦洗干净,然后用口模顶杆将口模自下而上顶出料筒,用口模清洗杆及纱布清洗口模内外,再在料筒上部加料口铺上干净纱布(50×50mm左右,二层),将清洗杆压住纱布插入料筒抽拉旋转清洗料筒内壁,反复多次。对于不易清洗干净的物料可趁热在需要清洗的地方(内壁、口模内外、料杆)涂一些润滑物,如硅油、十氢萘、石蜡等。
实验条件
表1.标准试验条件
.jpg)
试验步骤:
1.清洗仪器。在做一组试验之前,要保证料筒在选定温度恒温不少于15min。
2 根据预先估计的流动速率(见下表2),将(3~8)g样品装入料筒。根据材料的流动速率,将加负荷或未加负荷的活塞放入料筒。
3 在装料完成后4min,温度应恢复到所选定的温度,此时应把选定的负荷加到活塞上。让活塞在重力的作用下降,直到挤出没有气泡的细条。这个操作时间不应超过1min。用切断工具切断挤出物,并丢弃。然后让加负荷的活塞在重力作用下继续下降。当环形标线到达料筒顶面时,开始用秒表计时,同时用切断工具切断挤出物并丢弃之。
4 逐一收集按一定时间间隔 的挤出物切段,切段时间间隔取决于熔体流动速率,每条切段的长度应不短于10mm,ZUI好为(10~20)mm。
5 当活塞杆的上标线达到料筒顶面时停止切割。丢弃有肉眼可见气泡的切段。冷却后将保留下的切段(至少3个)逐一称量,准确到1mg,计算它们的平均质量。如果单个称量值中的ZUI大值和ZUI小值之差超过平均值的15%,则舍弃该组数据,并用新样品重做试验。
表2.试样质量选择对应表
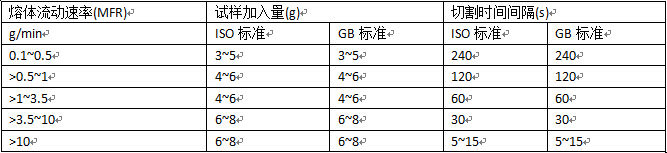
注:当材料的密度大于1.0g/cm3时,可能需要增加样品的用量。
.jpg)
熔体流动速率测试仪装置示意图
主要结构
炉体:有控温装置,波动在±0.5℃,温度监测装置,精度±0.1℃
活塞:长度大于料筒,放入料筒后,下标环形记号与料筒口平齐,活塞底面与标准口模的上端相距约50mm
标准口模:碳化钨制成,外径与料筒内径成间隙配合
负荷:活塞杆与砝码的质量之和
结果计算
丢弃含有气泡的切段。冷却后,将保留的切段(至少3段)注意称量,计算他们的平均质量。用以下公式计算溶体质量流动速率值,单位g/10min。
.jpg)
测试结果记录
.jpg)
3. 结论
由以上测试分析结果可知,该HDPE的MI为3.78g/10min。客户在加工注塑成型过程中可以参照此值工艺调整。
4. 参考标准
GB/T 3682-2000 热塑性塑料熔体质量流动速率和熔体体积流动速率的测定








