


本标准等效采用国际标准ISO/DIS 12192《纸和纸板——压缩强度——环压法》。
1 主题内容与适用范围
本标准规定了使用压缩试验仪测定纸和纸板环压强度的方法。
本标准适用于厚度0. 28~0. 51 mm制造纸箱和纸盒的纸和纸板,也可用于厚度低到0.15 mm高到1. 00 mm的纸和纸板,但表示试样的边压强度可靠性较差。
2 引用标准
GB/T 450-89 纸和纸板试样的采取
GB/T 451. 2-89 纸和纸板定量的测定法
GB/T 451. 3-89纸和纸板厚度的测定法
GB/T 10739-89纸浆、纸和纸板试样处理和试验的标准大气
3术语
3-1 环压强度
环形试样边缘受压直至压溃时所能承受的ZUI大压缩力,以kN/m表示。
3-2环压强度指数
平均环压强度除以定量为环压强度指数,以N.m/g表示。
4仪器
4-1切样冲刀
可冲切尺寸精度达到本标准要求的专用冲刀。
4.2纸张拉毛测试仪试样座
1 主题内容与适用范围
本标准规定了使用压缩试验仪测定纸和纸板环压强度的方法。
本标准适用于厚度0. 28~0. 51 mm制造纸箱和纸盒的纸和纸板,也可用于厚度低到0.15 mm高到1. 00 mm的纸和纸板,但表示试样的边压强度可靠性较差。
2 引用标准
GB/T 450-89 纸和纸板试样的采取
GB/T 451. 2-89 纸和纸板定量的测定法
GB/T 451. 3-89纸和纸板厚度的测定法
GB/T 10739-89纸浆、纸和纸板试样处理和试验的标准大气
3术语
3-1 环压强度
环形试样边缘受压直至压溃时所能承受的ZUI大压缩力,以kN/m表示。
3-2环压强度指数
平均环压强度除以定量为环压强度指数,以N.m/g表示。
4仪器
4-1切样冲刀
可冲切尺寸精度达到本标准要求的专用冲刀。
4.2纸张拉毛测试仪试样座
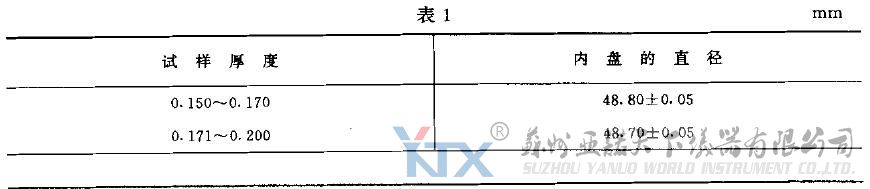
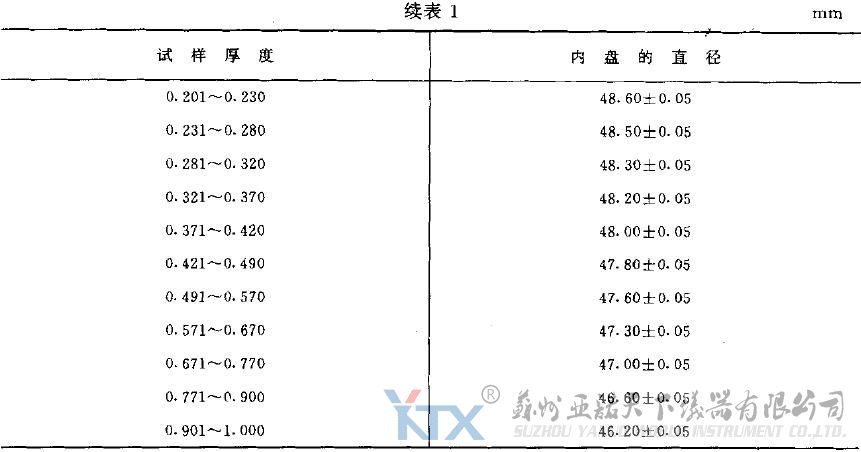
内径49. 30±o.05 mm,槽深6.35土0.25 mm。圆形槽底与试样座底面平行度偏斜不大于0.01 mm。槽壁与槽底呈直角,夹角处不得有倒角与圆弧。为此,ZUI好槽底和槽壁分两件加工再组装成一体。槽壁切线方向加工有宽度不大干1. 25 mm的试样插缝。试样座配有不同直径的内盘,使试样座插入内盘所产生的试样夹缝适应不同厚度的试样(见表1)。
4.3压缩仪
4.3.1 固定压板式电子压缩仪
仪器上装有尺寸不小于lOO mm×100 mm的上下两压板,板面平直,并满足如下要求:
a.两板间平行度偏差不大于1:2000;
b.两扳的横向晃动量不超过0. 05mm。
试验时,一压板由马达驱动压向另一压板,压板运行速度12.5士2.5 mm/min。仪器测力准确度为示值的1%。
4.3.2弯梁式压缩仪
对上下压板的要求与固定板式电子压缩仪相同,试验时上板压向下板的速度为12.5±2.5 mm/min,加荷速度为110士23 N/s,仪器的适用范国为弹簧板ZUI大量程的20%~80%。仪器测力准确度为示值的1%。
使用该型仪器试验应在报告中注明,并不得用于仲裁试验。
4.4细线手套
5取样与处理
5.1 按GB/T 450的规定取样,对试样按GB/T 10739的规定进行处理并在该条件下进行试验。
5.2从处理后的纸样上严格按纵向切取长152.0士o.2 mm,宽12. 70士0.1 mm的试样。纵横向至少各切10片,切片边缘不许有毛边或影响测定结果的其他缺陷。试样长边垂直于纵向的试样用以测定纵向环压强度,试样长边平行于纵向的试样用以测定横向环压强度,试样两长边的平行度误差不大于0.015 mm。
6纸张拉毛测试仪试验步骤
4.3.1 固定压板式电子压缩仪
仪器上装有尺寸不小于lOO mm×100 mm的上下两压板,板面平直,并满足如下要求:
a.两板间平行度偏差不大于1:2000;
b.两扳的横向晃动量不超过0. 05mm。
试验时,一压板由马达驱动压向另一压板,压板运行速度12.5士2.5 mm/min。仪器测力准确度为示值的1%。
4.3.2弯梁式压缩仪
对上下压板的要求与固定板式电子压缩仪相同,试验时上板压向下板的速度为12.5±2.5 mm/min,加荷速度为110士23 N/s,仪器的适用范国为弹簧板ZUI大量程的20%~80%。仪器测力准确度为示值的1%。
使用该型仪器试验应在报告中注明,并不得用于仲裁试验。
4.4细线手套
5取样与处理
5.1 按GB/T 450的规定取样,对试样按GB/T 10739的规定进行处理并在该条件下进行试验。
5.2从处理后的纸样上严格按纵向切取长152.0士o.2 mm,宽12. 70士0.1 mm的试样。纵横向至少各切10片,切片边缘不许有毛边或影响测定结果的其他缺陷。试样长边垂直于纵向的试样用以测定纵向环压强度,试样长边平行于纵向的试样用以测定横向环压强度,试样两长边的平行度误差不大于0.015 mm。
6纸张拉毛测试仪试验步骤
6.1试验中均需用戴手套的手接触试样。首先测定试样厚度,根据试样厚度选择试样座的内盘。小心
地把试样插入试样座,并确保插到底部。
6.2把试样座放在下压板中间位置,同时试样环开口朝向操作者。然后开动仪器,使试样受压直至压溃。固定板电子式仪器直接读取压力值,精确到1 N,弯粱式仪器读取弹簧板的ZUI大变形量,精确至0.01 mm,然后从弹簧板的应力一应变曲线上查出压溃试样所需的力,精确至1N。
6.3纵横每个方向至少重复测定10片试样,同时每个方向均5片试样正面朝外,5片试样反面朝外弯成环形测试。
7结果计算
7.1 分别计算纵横向力的平均值F(N)。
7.2环压强度
按式(1)计算环压强度:
R=F/152…………(1)
式中;R-环压强度,kN/m;
F-试样压溃时读取的力值,N;
152-试样长度,mm。
报告平均环压强度R,精确至0.01 kN/m。
7.3环压强度指数
如需要可按式(2)计算环压强度指数,精确至0.1 N.m/g。
Rd=100R/W…………(2)
式中:
Rd——环压强度指数,N.m/g;
R——环压强度,kN/m;
W——定量,g/m2。
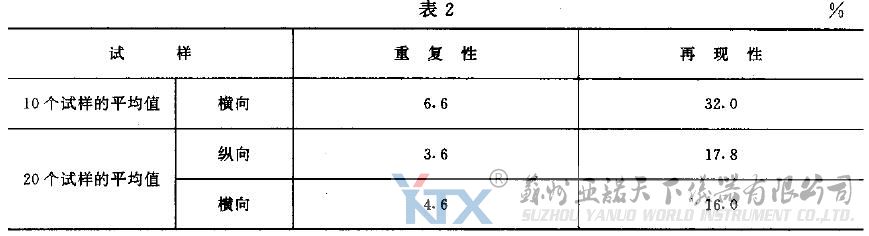
8精密度
试验结果的精密度(见表2)。
地把试样插入试样座,并确保插到底部。
6.2把试样座放在下压板中间位置,同时试样环开口朝向操作者。然后开动仪器,使试样受压直至压溃。固定板电子式仪器直接读取压力值,精确到1 N,弯粱式仪器读取弹簧板的ZUI大变形量,精确至0.01 mm,然后从弹簧板的应力一应变曲线上查出压溃试样所需的力,精确至1N。
6.3纵横每个方向至少重复测定10片试样,同时每个方向均5片试样正面朝外,5片试样反面朝外弯成环形测试。
7结果计算
7.1 分别计算纵横向力的平均值F(N)。
7.2环压强度
按式(1)计算环压强度:
R=F/152…………(1)
式中;R-环压强度,kN/m;
F-试样压溃时读取的力值,N;
152-试样长度,mm。
报告平均环压强度R,精确至0.01 kN/m。
7.3环压强度指数
如需要可按式(2)计算环压强度指数,精确至0.1 N.m/g。
Rd=100R/W…………(2)
式中:
Rd——环压强度指数,N.m/g;
R——环压强度,kN/m;
W——定量,g/m2。
8精密度
试验结果的精密度(见表2)。
9纸张拉毛测试仪试验报告
试验报告包括下列内容:
a. 本国家标准号;
b. 所用温湿度处理条件;
c. 测试试样的标志和说明;
d. 所用的仪器类型;
e. 根据需要报告环压强度、环压强度指数和变异系数;
f. 与本标准任何偏离或可能的影响因素。
附录A
仪器校准
(补充件)
A1 压板平行戚的控准
用内径百分裘测量上下压板四角之间的距离。其ZUI大与ZUI小之差除以压板边长尺寸即为两板间平行度偏差,应不犬于1:2 000。
A2 压缩仪准确度的校准
用精度千分之一的电子校压彼在仪器上实测。将校压铰的传感器(带座)置子压缩仪上下压板中闻,驱动压板真接对传感器施加压力,观察校压仪表头,当达到预定值时停止施压。分别读取压缩仪和校压仪的指示值,再查出相应的力值。在压缩仪满量程的20%~80%范国内均匀选定五个测试点,按进程每点重复测试三次,以校压仪的力值为依据,按下式计算误差△A。△A不超过士1%。
a. 本国家标准号;
b. 所用温湿度处理条件;
c. 测试试样的标志和说明;
d. 所用的仪器类型;
e. 根据需要报告环压强度、环压强度指数和变异系数;
f. 与本标准任何偏离或可能的影响因素。
附录A
仪器校准
(补充件)
A1 压板平行戚的控准
用内径百分裘测量上下压板四角之间的距离。其ZUI大与ZUI小之差除以压板边长尺寸即为两板间平行度偏差,应不犬于1:2 000。
A2 压缩仪准确度的校准
用精度千分之一的电子校压彼在仪器上实测。将校压铰的传感器(带座)置子压缩仪上下压板中闻,驱动压板真接对传感器施加压力,观察校压仪表头,当达到预定值时停止施压。分别读取压缩仪和校压仪的指示值,再查出相应的力值。在压缩仪满量程的20%~80%范国内均匀选定五个测试点,按进程每点重复测试三次,以校压仪的力值为依据,按下式计算误差△A。△A不超过士1%。

式中:△A-力值的相对误差,%;
F1——聪缩仪显示的三次力傅的平均值,N;
Fa1,一一棱压仪显示三次力值的平均值,N。
附加说明;
本标准由中国轻工总会提出。
本标准由国内造纸工业标准化技术蛰员会归口。
本标准由天津市造纸技术研究所负责起草。
本标准主要起革人李青煊、张景彦、王芳,王小萍。
F1——聪缩仪显示的三次力傅的平均值,N;
Fa1,一一棱压仪显示三次力值的平均值,N。
附加说明;
本标准由中国轻工总会提出。
本标准由国内造纸工业标准化技术蛰员会归口。
本标准由天津市造纸技术研究所负责起草。
本标准主要起革人李青煊、张景彦、王芳,王小萍。








