


一、什么是屈服点?
屈服点是拉伸试验时经常会用到的一个术语。屈服点的英文为:yield point。试样在拉伸时,当应力超过弹性极限,即使应力不再增加,而试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的ZUI小应力值即为屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
所谓上屈服点(σsu)就是指试样发生屈服而力首次下降前的ZUI大应力。产生原因为开始塑性变形时,位错密度较低,位错运动需要在较大应力下发生。而下屈服点(σsl)则是当不计初始瞬时效应时,屈服阶段中的ZUI小应力。
屈服强度(σ0.2):有的金属材料的屈服点极不明显,在测量上有困难,因此为了衡量材料的屈服特性,规定产生永久残余塑性变形等于一定值(一般为原长度的0.2%)时的应力,称为条件屈服强度或简称屈服强度σ0.2 。
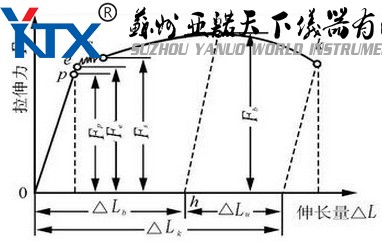
拉伸曲线S点即为屈服点
二、屈服点σs的计算公式
σs =Ps/Fo(MPa)
其中,Ps为屈服点s处的外力,Fo为试样断面积,MPa等于N(牛顿)/mm2,(MPa=10^6(10的6次方)Pa,Pa:帕斯卡=N/m2)。
三、屈服点的重要性
任何的材料在受到外力作用时都会产生变形。在受力的初始阶段,一般来说这种变形与受到的外力基本成线性的比例关系,这时若外力消失,材料的变形也将消失,恢复原状,这一阶段通常称为弹性阶段,物理学中的虎克定律,就是描述这一特性的基本定律。但当外力增大到一定程度后,变形与受到的外力将不再成线性比例关系,这时当外力消失后,材料的变形将不能完全消失,外型尺寸将不能完全恢复到原状,这一阶段称为塑性变形阶段。
一切的产品与设备都是由各种不同性能的材料构成,它们在使用中会受到各种各样的外力作用,自然就会产生各种各样的变形,但这种变形必须被限制在弹性范围之内,否则产品的形状将会发生永久变化,影响继续使用,设备的形状也将发生变化,轻则造成加工零部件精度等级下降,重则造成零部件报废,产生重大的质量事故。那么如何确保变形是在弹性范围内呢?从上面的分析已知材料的变形分为弹性变形与塑性变形两个阶段,只要找出这对已知材料的力学性能进行试验与理论分析,人们总结出了采用屈服点、非比例应力两个阶段的转折点,工程设计人员就可确保产品与设备的可靠运行。
四、影响屈服点求取的因素
由于材料种类繁多,性能差异很大,弹性阶段与塑性阶段的过渡情况很复杂,通过和残余应力等指标作为材料弹性阶段与塑性阶段的转折点的指标来反应材料的过渡过程的性能,其中屈服点与非比例应力是ZUI常用的指标。虽然屈服点与非比例应力同是反应材料弹性阶段与塑性阶段“转折点”的指标,但它们反应了不同过渡阶段特性的材料的特点,因此它们的定义不同,求取方法不同,所需设备也不完全相同。
准确求取屈服点在材料力学性能试验中是非常重要的,在许多的时候,它的重要性甚至大于材料的极限强度值(极限强度是所有材料力学性能必需求取的指标之一),然而非常准确的求取它,在许多的时候又是一件不太容易的事。它受到许多因素的制约,归纳起来有:
- 1、夹具的影响;
- 2、试验机测控环节的影响;
- 3、结果处理软件的影响;
- 4、试验人员理论水平的影响等。
4.1 夹具的影响
这类影响在试验中发生的机率较高,主要表现为试样夹持部分打滑或试验机某些力值传递环节间存在较大的间隙等因素,它在旧机器上出现的概率较大。由于机器在使用一段时间后,各相对运动部件间会产生磨损现象,使得摩擦系数明显降低,ZUI直观的表现为夹块的鳞状尖峰被磨平,摩擦力大幅度的减小。当试样受力逐渐增大达到ZUI大静摩擦力时,试样就会打滑,从而产生虚假屈服现象。如果以前使用该试验机所作试验屈服值正常,而现在所作试验屈服值明显偏低,且在某些较硬或者较脆的材料试验时现象尤为明显,则一般应首先考虑是这一原因。这时需及时进行设备的大修,消除间隙,更换夹块。
4.2试验机测控环节的影响
试验机测控环节是整个试验机的核心,随着技术的发展,目前这一环节基本上采用了各种电子电路实现自动测控。由于自动测控知识的深奥,结构的复杂,原理的不透明,一旦在产品的设计中考虑不周,就会对结果产生严重的影响,并且难以分析其原因。针对材料屈服点的求取ZUI主要的有下列几点:
4.2.1传感器放大器频带太窄
由于目前试验机上所采用的力值检测元件基本上为载荷传感器或压力传感器,而这两类传感器都为模拟小信号输出类型,在使用中必须进行信号放大。众所周知,在我们的环境中,存在着各种各样的电磁干扰信号,这种干扰信号会通过许多不同的渠道偶合到测量信号中一起被放大,结果使得有用信号被干扰信号淹没。为了从干扰信号中提取出有用信号,针对材料试验机的特点,一般在放大器中设置有低通滤波器。合理的设置低通滤波器的截止频率,将放大器的频带限制在一个适当的范围,就能使试验机的测量控制性能得到极大的提高。然而在现实中,人们往往将数据的稳定显示看的非常重要,而忽略了数据的真实性,将滤波器的截止频率设置的非常低。这样在充分滤掉干扰信号的同时,往往把有用信号也一起滤掉了。在日常生活中,我们常见的电子秤,数据很稳定,其原因之一就是它的频带很窄,干扰信号基本不能通过。这样设计的原因是电子秤称量的是稳态信号,对称量的过渡过程是不关心的,而材料试验机测量的是动态信号,它的频谱是非常宽的,若频带太窄,较高频率的信号就会被衰减或滤除,从而引起失真。对于屈服表现为力值多次上下波动的情况,这种失真是不允许的。就万能材料试验机而言,笔者认为这一频带ZUI小也应大于10HZ,ZUI好达到30HZ。在实际中,有时放大器的频带虽然达到了这一范围,但人们往往忽略了A/D转换器的频带宽度,以至于造成了实际的频带宽度小于设置频宽。以众多的试验机数据采集系统选用的AD7705、AD7703、AD7701等为例。当A/D转换器以“ZUI高输出数据速率4KHZ”运行时,它的模拟输入处理电路达到ZUI大的频带宽度10HZ。当以试验机ZUI常用的100HZ的输出数据速率工作时,其模拟输入处理电路的实际带宽只有0.25HZ,这会把很多的有用信号给丢失,如屈服点的力值波动等。用这样的电路当然不能得到正确试验结果。
4.2.2数据采集速率太低
目前模拟信号的数据采集是通过A/D转换器来实现的。A/D转换器的种类很多,但在试验机上采用ZUI多的是∑-△型A/D转换器。这类转换器使用灵活,转换速率可动态调整,既可实现高速低精度的转换,又可实现低速高精度的转换。在试验机上由于对数据的采集速率要求不是太高,一般达每秒几十次到几百次就可满足需求,因而一般多采用较低的转换速率,以实现较高的测量精度。但在某些厂家生产的试验机上,为了追求较高的采样分辨率,以及极高的数据显示稳定性,而将采样速度降的很低,这是不可取的。因为当采样速度很低时,对高速变化的信号就无法实时准确采集。例如金属材料性能试验中,当材料发生屈服而力值上下波动时信号变化就是如此,以至于不能准确求出上下屈服点,导致试验失败,结果丢了西瓜捡芝麻。
那么如何判断一个系统的频带宽窄以及采样速率的高低呢? 严格来说这需要许多的专用测试仪器及专业人员来完成。但通过下面介绍的简单方法,可做出一个定性的认识。当一个系统的采样分辨率达到几万分之一以上,而显示数据依然没有波动或显示数据具有明显的滞后感觉时,基本可以确定它的通频带很窄或采样速率很低。除非特殊场合(如:校验试验机力值精度的高精度标定仪),否则在试验机上是不可使用的。
4.2.3控制方法使用不当
针对材料发生屈服时应力与应变的关系(发生屈服时,应力不变或产生上下波动,而应变则继续增大)国标推荐的控制模式为恒应变控制,而在屈服发生前的弹性阶段控制模式为恒应力控制,这在绝大多数试验机及某次试验中是很难完成的。因为它要求在刚出现屈服现象时改变控制模式,而试验的目的本身就是为了要求取屈服点,怎么可能以未知的结果作为条件进行控制切换呢?所以在现实中,一般都是用同一种控制模式来完成整个的试验的(即使使用不同的控制模式也很难在上屈服点切换,一般会选择超前一点)。对于使用恒位移控制(速度控制)的试验机,由于材料在弹性阶段的应力速率与应变速率成正比关系,只要选择合适的试验速度,全程采用速度控制就可兼容两个阶段的控制特性要求。但对于只有力控制一种模式的试验机,如果试验机的响应特别快(这是自动控制努力想要达到的目的),则屈服发生的过程时间就会非常短,如果数据采集的速度不够高,则就会丢失屈服值(原因第2点已说明),优异的控制性能反而变成了产生误差的原因。所以在选择试验机及控制方法时ZUI好不要选择单一的载荷控制模式。
4.3 结果处理软件的影响
目前生产的试验机绝大部分都配备了不同类型的计算机(如PC机,单片机等)),以完成标准或用户定义的各类数据测试。与过去广泛采用的图解法相比有了非常大的进步。然而由于标准的滞后,原有的部分定义,就显得不够明确。如屈服点的定义,只有定性的解释,而没有定量的说明,很不适应计算机自动处理的需求。这就造成了:
就屈服点而言(以金属拉伸GB/T 228-2002为例)标准是这样定义的:“4.9.2屈服强度:当金属材料呈现屈服现象时,在试验期间达到塑性变形发生而力不增加的应力点,应区分上屈服强度和下屈服强度。4.9.2.1上屈服强度:试样发生屈服而力首次下降前的ZUI高应力。 4.9.2.2下屈服强度:在屈服期间,不计初始瞬时效应时的ZUI低应力。”
这个定义在过去使用图解法时一般没有什么疑问,但在今天使用计算机处理数据时就产生了问题。
屈服强度的疑问:如何理解“塑性变形发生而力不增加(保持恒定)”?由于各种干扰源的存在,即使材料在屈服阶段真的力值保持一概恒定(这是不可能的),计算机所采集的数据也不会一概保持恒定,这就需要给出一个允许的数据波动范围,由于国标未作定义 ,所以各个试验机生产厂家只好自行定义。由于条件的不统一,所求结果自然也就有所差异。
上下屈服强度的疑问:若材料出现上下屈服点,则必然出现力值的上下波动,但这个波动的幅度是多少呢?国标未作解释,若取的太小,可能将干扰误求为上下屈服点,若取得太大,则可能将部分上下屈服点丢失。目前为了解决这一难题,各厂家都想了许多的办法,如按材料进行分类定义“误差带”及“波动幅度”,这可以解决大部分的使用问题。但对不常见的材料及新材料的研究依然不能解决问题。为此部分厂家将“误差带”及“波动幅度”设计为用户自定义参数,这从理论上解决了问题,但对使用者却提出了极高的要求。
对下屈服点定义中“不计初始瞬时效应”的误解什么叫“初始瞬时效应”?它是如何产生,是否所有的试验都存在?这些问题国标都未作解释。所以在求取下屈服强度时绝大多数的情况都是丢掉了**个“下峰点”的。笔者经过多方查阅资料,了解到“初始瞬时效应”是早期生产的通过摆锤测力的试验机所特有的一种现象,其原因是“惯性”作用的影响。既然不是所有的试验机都存在初始瞬时的效应,所以在求取结果时就不能一律丢掉**个下峰点。但事实上,大部分的厂家的试验机处理程序都是丢掉了**个下峰点的。
4.4试验人员的影响
在试验设备已确定的情况下,试验结果的优劣就完全取决于试验人员的综合素质。目前我国材料试验机的操作人员综合素质普遍不高,专业知识与理论水平普遍较为欠缺,再加上新概念、新名词的不断出现,使他们很难适应材料试验的需求。在材料屈服强度的求取上常出现如下的问题:
4.4.1将非比例应力与屈服混为一谈
虽然非比例应力与屈服都是反应材料弹性阶段与塑性阶段的过渡状态的指标,但两者有着本质的不同。屈服是材料固有的性能,而非比例应力是通过人为规定的条件计算的结果,当材料存在屈服点时是无需求取非比例应力的,只有材料没有明显的屈服点时才求取非比例应力。部分试验人员对此理解不深,以为屈服点、上屈服、下屈服、非比例应力对每一个试验都存在,而且需全部求取。
4.4.2将具有不连续屈服的趋势当作具有屈服点
国标对屈服的定义指出,当变形继续发生,而力保持不变或有波动时叫做屈服。但在某些材料中会发生这样一种现象,虽然变形继续发生,力值也继续增大,但力值的增大幅度却发生了由大到小再到大的过程。从曲线上看,有点象产生屈服的趋势,并不符合屈服时力值恒定的定义。正如在第三类影响中提到的,由于对“力值恒定”的条件没有定量指标规定,这时经常会产生这一现象是否是屈服,屈服值如何求取等问题的争论。
4.4.3将金属材料的屈服点与塑料类的屈服点混淆
由于金属材料与塑料的性能相差很大,其屈服的定义也有所不同。如金属材料定义有屈服、上屈服、下屈服的概念。而塑料只定义有屈服的概念。另外,金属材料的屈服强度一定小于极限强度,而塑料的屈服可能小于极限强度,也可能等于极限强度(两者在曲线上为同一点)。由于对标准的不熟悉,往往在试验结果的输出方面产生一些不应有的错误,如将塑料的屈服概念(上屈服)作为金属材料的屈服概念(一般为下屈服)输出,或将无屈服的金属材料的ZUI大强度按塑料的屈服强度定义类推作为金属材料屈服值输出,产生金属材料屈服值与ZUI大值一致的笑话。
综上所述,屈服值在材料力学性能试验中有着非常重要的作用,但同时在求取时又面临着许多问题,因此无论是国标的制定部门,还是试验机的研发生产厂商、试验机的使用部门,都应从各自的角度出发,努力解决所存在的问题,才能实现屈服点的准确、快速、方便的求取,为材料的安全使用创造良好的条件。








