亚诺天下公司吸收了以30年的工控
经验和不断发展的技术和人才,为world级公司长期配套高精度电控设备:

上图是我们为北京某杰出企业设计和制造的某西门子S7-300为核心的PLC电控柜。

上图为我们为浙江某纺织企业定制绕线机控制
上图为西门子300冗余

上图为三菱系统的
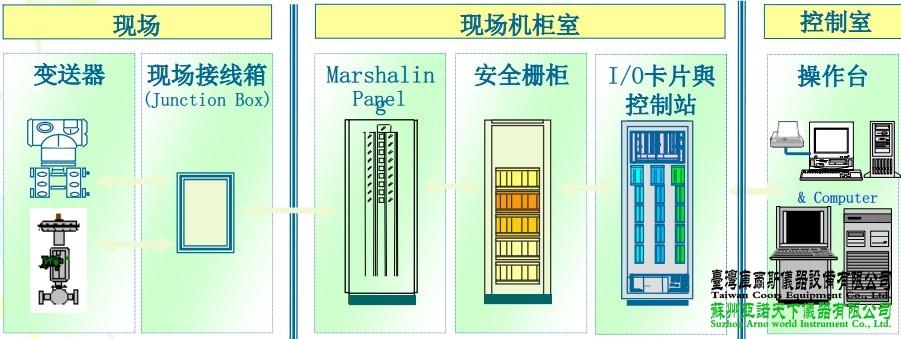
具体来说, 我们电气控制系统的流程如下:
1、选择元器件
机型选择的基本原则是在满足控制要求的前提下,保证可靠、维护方便
主要有:空开、接触器、PLC、变频器、传动传感以及人机界面等;
至于品牌我们一般采用西门子、三菱、施耐德、台达、AB与丹佛斯等,客户可以任选!
  
  

其中的特殊功能模块:比如有温度、压力、流量、液位等,选用模拟量IO,配接相应的传感器、变送器和驱动装置等:

我们的北京某项目被评为卡夫集团中国区样本工程,本公司同时也是施耐德中低压集团的核心自控商;:其开关类为施耐德,接触器采用西门子,PLC采用AB,中继采用OMRON,而传送部分采用了丹佛斯系列,可谓多国部队集于一身:)
本公司制作电气控制柜与低压配电柜,欢迎合作!
2、软件程序设计
我们一直认为PLC才是生产系统核心,而工控机则是管理系统,核心,从而组成DCS系统:

3、 制作控制柜及现场施工
1)制作控制柜时,我们先画出PLC的电源进线接线图和输出执行元件的供电接线图;
2)画出电气柜内元器件布置图,相互间接线图;画出控制面板元器件布置图。
3)如果PLC的供电电源带有干扰,设置滤波器、隔离变压器,另外我们把信号线、电源线、
动力线分开,并用线槽或金属管走线。
4)我们也特别注意安装要安全、正确、可靠、合理、美观,并处理好PLC的接地,同时
注意提高系统的抗干扰能力,注意防火防爆!
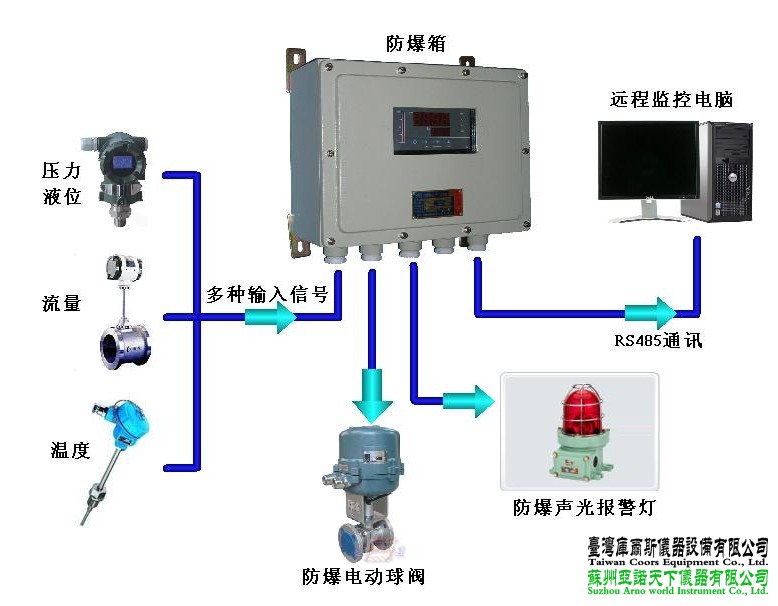
5) 通讯系统的选择:PROFIBUS现场总线通讯距离长,容易扩展,但通讯速度慢,通讯数据量小;
工业以太网通讯速度快,交换数据量较大,但通讯距离大,长距离有衰减,不易扩展,网络通讯的ZUI
终目的是形成集散监控系统(DCS系统:
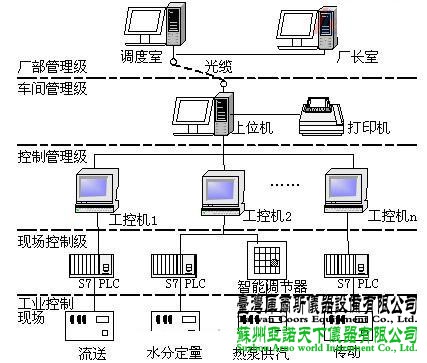
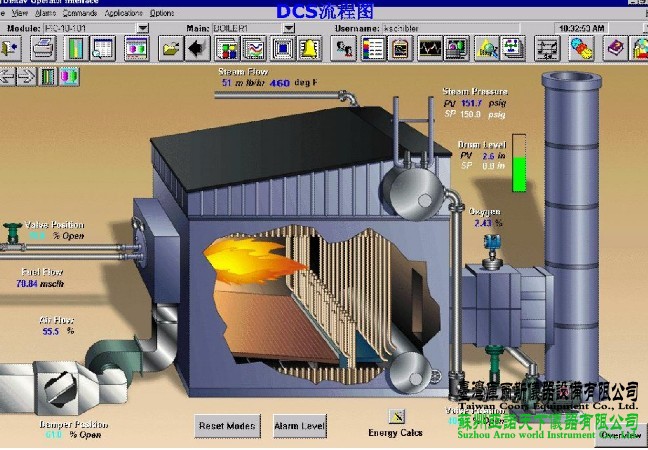
如上为超薄工控机,我们ZUI终还是把下位机与上位机相结合,通俗地说:把PLC系统与电脑系统融为一体!
4、 系统调试
系统安装完毕后我们进行调试,一般先对各单元环节和各电柜分别进行调试,然后再按动作顺序,模拟输入控制信号,逐步进行调试,观察程序执行和系统运行是否满足控制要求,如果有问题,先修改软件,必要时再调整硬件,直到符合要求为止。没有问题后,投入运行考验(如下图-2013年1月底为中核苏阀调试阀门系统:)

上图为:2009年11月11日,我们在吉林石化现场调试大型项目:中央空调系统(这是其中的一台内机系统:本公司王工带队)
5、 编制技术文件
系统调试和运行考验成功后,我们就整理技术资料,编制技术文件,包括电气原理图、元件明细表、软件清单、使用说明书等,并提供给业主。
6、 培训客户
为了方便客户操作和必要的维护,每次项目即将结束,我们都会对客户进行培训,直到用户能完全独立操作为止。

(苏州工业园区福斯流体-本公司朱工)
7、 售后服务与改造
我们为用户提供ZUI快速周到的服务,同时在合同中注明:“我们一般提供两年的保修期,终生维护,在保修期内,如确认是质量问题,我们免费更换和维修!” 。

上图为:2006年8月底,我公司周工在阿海珐集团调试检修老设备的油路..
------------------------------------------------------------------------------------------------------------------------------------------------------------
公司ZUI终形成下位机与上位机的结合,具体该DCS系统,请点击“集散系统”主菜单,谢谢
谢谢合作,欢迎光临!

|