



**章 关于橡胶硫化的一些基本知识---------------------------- 1
一. 橡胶的硫化及反应过程------------------------------------- 1
1.硫化反应过程------------------------------------------------- 1
二. 硫化历程图----------------------------------------------------- 2
三. 硫化仪的基本原理------------------------------------------- 3
1. 概述 ------------------------------------------------------------ 4
2. 硫化仪主机机械原理 ---------------------------------------- 5
3.电脑型密闭无转子硫化仪简要介绍 ----------------------- 6
第二章 硫化仪在橡胶工业中的应用 ------------------------------7
1.高温,快检 ------------------------------------------------------ 8
2.鉴定原材料 -----------------------------------------------------9
3.用于配方研究 -------------------------------------------------10
4.计算硫化温度系数K值和胶料活化能E值 ------------- 11
5.计算硫化效应,硫化强度,硫化条件的任意换算---------- 12
6.用硫化仪确定硫化工艺条件--------------------------------13
7.其他应用 ----------------------------------------------------- 14
编者按:本文由力控仪器科技上海研究所编写,由于编者水平有限,文中不当和错误之处,
敬请读者批评指正,参考的有:
1. 中华人民共和国国际标准<<橡胶胶料硫化特性的测定>>(振荡圆盘硫化仪法)
2. 橡胶工业手册第六分册下册P49~50.
3. 硫化仪在我厂的应用 邢台轮胎厂
4. 硫化仪使用说明书
5. **章 关于橡胶硫化的一些基本知识
一. 橡胶的硫化及反应过程:
硫化是橡胶制品加工过程的ZUI后一个工序,在这个工序中,橡胶经历着一系列复杂的化学变化,使塑性的橡胶变为弹性的或硬度的橡胶,从而获得更完善的物理机械性能和化学性能,使橡胶成为更有使用价值的材料,因此,橡胶对硫化制品制造和应用都具有十分重要的意义.
硫化过程是橡胶大分子键发生化学交联反应的过程,所谓硫化,就是在加热条件下,胶料中的生胶与硫化剂发生化学反应,使橡胶由线形结构的大分子交联成为立体网状结构的大分子,并使胶料的物理机械性能及其它性能有明显地改善,这个过程就称为硫化.就大多数橡胶制品来说(特别是在工业生产中,这种交联反应的过程是在一定的温度,时间和压力的条件下完成的,这些条件就称为硫化条件,而如何来制定制品的硫化条件,以及如何在生产中使这些已确定下来的条件得以实施,这些就是在硫化工艺中的技术条件工作,而硫化仪在硫化工艺的技术工作中起着十分重要的作用.
1. 硫化反应过程
硫化反应过程是化学反应过程,它包含橡胶分子与硫化剂及其它配合剂之间发生的一系列化学反应以及在形成网状结构时伴随发生各种反应,在这众多的反应中,仍以橡胶分子与硫化剂之间的反应为主,它是生成大分子网状结构的基本反应,对于大多数含有有机促进剂(硫磺)的硫化体系的胶料来说,其硫化反应历程可大致如下:
促进剂 活性剂
↓ 硫磺
(1) 诱导阶段 促进剂多硫化合物
(T10相同) ↓ 橡胶
含橡胶分子链的硫化合物
↓ 分解
自由基(或离子)
(2)交联反应阶段 ↓ 橡胶
交联
(3)网构形成阶段 交联键重排,裂解,主键改性
网构成熟阶段 硫化胶 ↓
以上看出硫化反应历程大体分为三个阶段:
**阶段为诱导阶段,在这个阶段中首先是硫磺分子和促进剂体系之间反应生成一种活性更大的中间化合物,然后进一步引发橡胶分子链,形成可交联的自由基(或离子)与橡胶分子链之间产生连锁反应,生成交联链,第三阶段为网构形成阶段,在这一阶段的前期交联反应已趋于完成,产生的交联链发生重排和裂解等反应,在这一阶段的后期交联反应已基本停止,随之而发生的是交联链重排和热裂解等反应,ZUI后得到网构稳定的硫化胶.
二. 硫化历程图:
在硫化过程中,橡胶的各种性能随着硫化时间而变化,若将橡胶的某一性能变化与时间作曲线图,则可从曲线图中可以表现出整个硫化历程,所以这种曲线图叫做硫化历程图.ZUI常见的硫化历程图如图一所示: 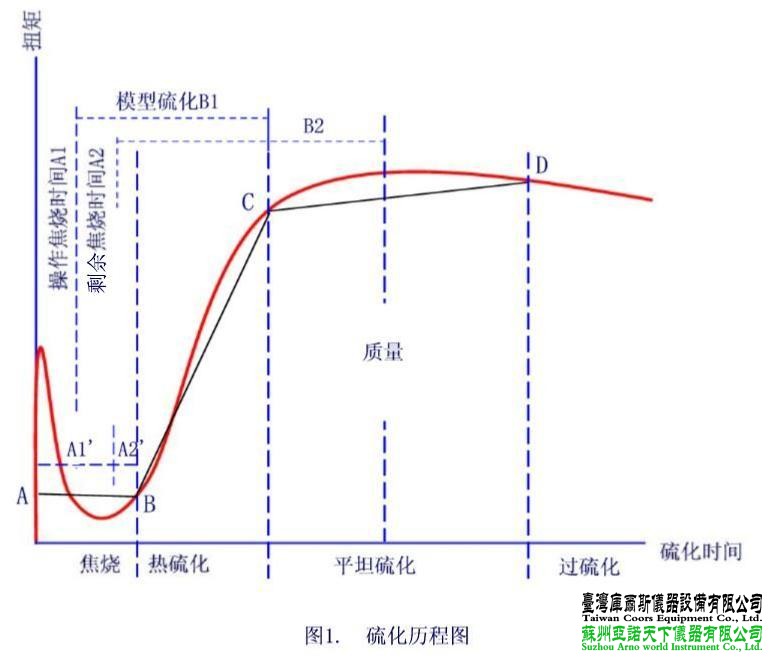
图中的曲线,前半部分由门尼焦烧曲线组成,后半部则由扯断强度曲线组成,橡胶的硫化历程可分为四个阶段,即焦烧阶段,热硫化阶段,平坦硫化阶段,过硫化阶段.
(1)焦烧阶段---图中的AB段
它是指热硫化前延迟作用时间,相当于前述的硫化反应中的诱导期,焦烧时间的长短,是由胶料的配方所决定的, 其中主要受促进剂的影响,而操作过程中的热历史也是一个重要的因素.
由于橡胶具有热积累的特性,所以胶料的实际焦烧时间,包括操作焦烧时间A1和剩余焦烧时间A2两部分,操作焦烧时间是指在橡胶加工过程中由于热效应所消耗掉的焦烧时间,它取决于加工程度,(如胶料翻炼次数,热炼程度及压延压出等),剩余焦烧时间是指胶料在模型加热时保持流动性的时间,在操作焦烧时间和剩余焦烧时间之间没有固定的阶限,它随胶料操作和放条件不同而变化,如果一个胶料经历的加工越多,它占去的焦烧时间就越多如图A1’所示,则剩余焦烧时间就越小如图中A2’所示,胶料在模型中流动时间越少,因此一般胶料都应避免经受反复多次的机械作用.
(2)热硫化阶段---如图中的BC段
这一阶段相当于硫化反应中的交联阶段,在这一阶段中胶料进行着交联反应,逐渐生成网构,于是橡胶的弹性和抗张性能急剧上升,热硫化时间的长短是由交联配方所决定的,它是交联固有的,常作为恒量每种胶料硫化反应进行快慢的标志.
(3)平坦硫化阶段---如图中的CD段
相当于硫化反应中网构,成熟期的前半期,这时交联反应已趋于完成,反应速度已缓和下来,随之而发生交联键的重排,热裂解等反应,因此胶料的抗张性能曲线出现平坦区,平坦硫化时间的长短也决定于配方,(主要是促进剂及防老剂),由于在这一阶段中硫化保持有ZUI佳性能,所以常作为取得产品质量的硫化阶段,为通常选取正硫化时间的范围.
(4)过硫化阶段----D后面部分
这一段相当于硫化反应中的网构成熟期的后半期,在这一阶段中主要是交联键重排作用,以及交联键和键段热裂解的反应,因此胶料的抗张性能显著下降.
在硫化历程图中,从胶料开始加热时算起至出现平坦期为止所经过的时间称为产品硫化时间,也就是通常所说的”正硫化时间”,它等于焦烧时间与热硫化时间之和,但是由于焦烧时间有一部分为操作过程所消耗,所以实际上胶料在模型内加热硫化只有图上B1的时间,所以我们做的每批胶料的剩余焦烧时间是会有波动的,因此每批胶料的热硫化时间也会有所波动,其波动范围在B1和B2之间.
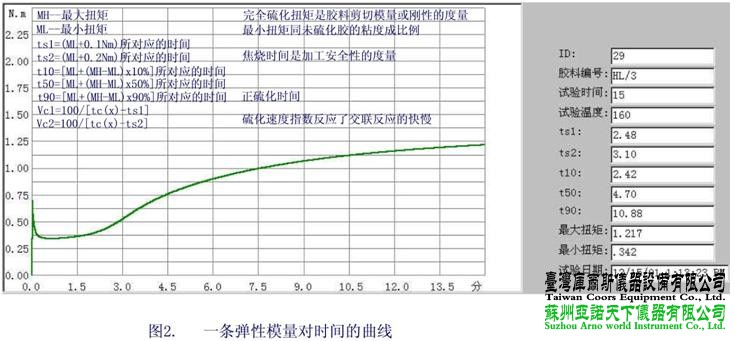
硫化仪测出的硫化曲线是连续的曲线,从硫化曲线中可直接计算出各硫化阶段所对应的时间来.见图2
三. 硫化仪的基本原理:
1. 概述:
硫化仪给出橡胶硫化工艺检测胶料在硫化温度下的交联速度随时间变化的关系曲线.从而确定胶料配方ZUI佳
硫化点和选择合理硫化条件的重要检测手段.
本仪器提供一条弹性模量S’对时间的曲线,这条光滑曲线在理想情况下适用于直接比较试验.
橡胶试片置于给定温度和压力的模腔内,以小角度摆动模腔或转子,施于试片以剪切应变,摆动模腔(或圆盘)所需的力(扭矩)正比于橡胶的刚性(剪切模量).橡胶试片在硫化过程中形成交联时,其刚性增加,所记录的转矩值或增至平衡值,或增至ZUI大值,于是得到一条完整的硫化曲线,获得硫化曲线所需要的时间取决于试验温度和橡胶试样.
什么是硫化?硫化过程怎样产生?硫化条件如何确定?
硫化过程是橡胶大分子键发生化学交联反应的过程,硫化也就是在加热条件下,胶料中的生胶与硫化剂发生化学反应,使胶料由线性结构的大分子交联成为立体网状结构的大分子,并使胶料的物理机械性能及其他性能有明显的改善,这一过程称为硫化,就大多数橡胶制品来说(特别在工业生产中),这种交联反应的过程是在一定的温度,时间,和压力的条件下完成的,这些条件称为硫化条件,而如何来制定制品的硫化条件,以及如何在生产中使这些已确定下来的条件得以实施,这些就是在硫化工艺中的技术,而硫化仪能方便正确地完成这一工作.
从硫化仪的硫化曲线可得到以下参数:
ZUI小转矩 ML
ZUI大转矩 MH
焦烧时间 ts1(分)=[ML+0.1NM]所对应的时间
正硫化时间 t90(分)=[ML+(MH-ML)x90%]所对应的时间
硫化速度指数 Vc=100/[tc(x)-ts1]
ZUI低转矩:取决于未硫化胶的刚度及其与剪切速度下的粘度成比例;
焦烧时间(早期硫化时间):是加工安全性的度量;
完全硫化转矩是胶料剪切模量或刚性的度量;
硫化速度指数:是上升的硫化曲线的平均斜率;
硫化曲线能直观方便的反映橡胶硫化的整个历程.对于大多数含有有机促进剂(硫磺)的硫化体系的胶料来说,其硫化反应历程可大致分为四个阶段,见图1.
2. 硫化仪主机机械原理:
有转子硫化仪称为圆盘振荡式硫化仪,简称ODR;无转子硫化仪称为模腔振荡式硫化仪,简称MDR.
主机包括:驱动电机,连杆,主轴,振荡圆盘(或振荡模腔),电加热模腔,汽缸,气路系统,智能测控模块等.
橡胶试样置入电热平板构成的模腔内,模腔的温度维持在±0.3℃波动范围内,对有转子硫化仪来说,橡胶试样将双圆锥转子包起来,对于无转子模腔,胶料在上下模腔体内,模腔由固定的下口型和可上下移动的上口型构成,在试验时用压缩空气使其两口闭合,对有转子来说,作用于汽缸柱室上的标准空气压力为0.4~0.45Mpa,总合模压力为1150Kg;对无转子硫化仪来说,压力在0.32Mpa, 总合模压力为883Kg.
利用安装在电机轴上的偏心块,通过连杆,传感器和主轴,使转子摆动(或摆动模腔),摆角对有转子硫化仪来说是±1°, ±3°±5°;对无转子来说可以是±0.5°,±1°,摆动时,桥式传感器产生一正比于橡胶刚性的电压,并在每个应变周期的峰值采样,经数据处理后得到弹性量对硫化时间的光滑连续的硫化曲线和各种数据.密闭无转子硫化仪的传感器一般安装在上模腔,好处是:没有传递误差,但必须注意隔热.传感器安装在主轴上时,必须克服密封圈摩擦力,只有模腔加工装配特别精确时,零力矩才能接近于零.零力矩太大时会影响数据的正确性.
3.电脑型密闭无转子硫化仪简要介绍:
该型硫化仪性能优越,操作方便,直观,价格已大众化,现在逐步得到普及.其核心为一智能测控模块和智能测
控软件组成.
智能测控模块能独立完成数据采集和温度控制.
温度控制采用变结构自适应控制,温控迅速,温度稳定,数据采集应用24位A/D转换和傅立叶变换处理,数据采集精确.智能测控模块目前在国内外处于优越地位.
智能测控软件完成将温度和硫化曲线在电脑的实时显示和数据存储于实时数据库,大量数据可进行检索,统计,分析.只要电脑硬盘的容量足够大,试验数据就能大量永久保存而不会丢失,这对企业的产品质量的提高是相当有益的.
电气连锁实际上完成: 控制电磁阀线圈(电压为+24V)与气路系统相结合,来控制上下模腔的开,合,有机玻璃门的开,关;控制固态继电器的接通与断开,来控制电机的启动,停止;上下模腔加热盘的加热.
安装于上下模腔内的两根分度号为Pt100的鉑热电阻,检测上下模腔的温度变化,温度变化引起铂热电阻阻值的变化,电阻的变化又转换成电压的变化,经过24位A/D转换,通过串行口发送到电脑,显示在屏幕上;
同样,扭矩的变化,转换成传感器阻值的变化, 又转换成电压的变化,经过24位A/D转换,通过串行口发送到电脑,显示在屏幕上;而且扭矩的采样是在摆角ZUI大时,也就是在峰值时采样,在扭矩峰值时送出一同步信号给微机.峰值采样的目的是提高信噪比.
当模腔内放入胶料,并且自动/手动开关在自动状态, 合模时,安装于上模腔的磁钢,使磁性开关闭合,微机接收到合模信号后,就送出+24V电压,经过2K电阻,加到控制电机的固态继电器的正端,而使电机转动,在曲线图中,显示实时的两路温度和转矩信号.安装于电机惯性盘上的磁钢以1.7HZ的频率,送出峰值信号,作为采集扭矩的同步信号.当试验结束,微机会自动将数据存入数据库,并且断开+24V,而使电机停止.
控制温度的微机信号实际上是一电平信号(0V),送到固态继电器的负端,使其导通而加热,高电平时断开不加热,这是一个0~5V的脉冲信号.
为了使温度控制更理想,还加入了检测~220V电网电压的信号(约+34V),微机能根据电网电压的变化,不断修正控温参数.
需要指出的是:合模信号的可靠性至关重要,它是试验开始的同步信号,也是电机启动的信号;另外峰值信号是采集转矩信号的同步信号,没有它就采集不到扭矩信号.因此,必须注意合模开关和霍尔开关的性能和安装位置的准确和可靠性. 在刚开始加温时,自动/手动开关应该在手动位置,电机按键不能按下,否则温度会失控.
第二章 硫化仪在橡胶工业中的应用
1. 高温,快检:控制混炼胶的质量,具体分两方面:
1) 制备各种混炼胶的标准硫化曲线图,并合理的制定各种胶料混炼的合格区域;见下图:
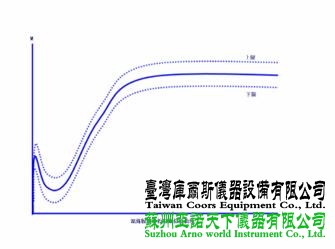
2). 制定合格胶料的范围的区域时,应首先严格控制混炼胶的工艺条件,即控制混炼条件,这样产生一批均匀性较好的混炼胶,再用这批胶料分别做其快速的硬度,比重,可塑性三项指标,在三项指标都合格的条件下,作出这批胶料的管制参数,作为标准存入管制数据库.胶料的试样应该大于24条,愈多定出的标准愈精确.这里必须安装带管制的统计分析软件才能自动确定胶料的管制标准.
2. 鉴定原材料:可用于橡胶工业原材料的生产部门,进行产品的分级和评比质量的优劣等,如:天然橡胶生产部门可以根据所测定标准配方的硫化曲线对天然胶进行分类;炭黑生产部门可用硫化曲线作为评比炭黑质量的根据.
3. 用于配方研究:在科研工作中可用硫化仪研究硫化反应速度,硫化温度系数等动力学方面的问题.
4. 计算硫化温度系数K值和胶料活化能E值:
1) 硫化温度系数K值并非在在任何常合下都保持不变,K值与配方有直接关系,当改变硫磺或促进剂量时,则K值就有所变化,而且K值随硫化程度的加深而趋向K=2,实际上K值一般在1.5~2.5之间变化,利用硫化仪计算K值准确又方便,计式如下:
t2 - t1
T1/T2 = K 10 (1)式
式中: T1 ------ 在温度t1下的正硫化时间(分);
T2 ------ 在温度t2下的正硫化时间(分);
t1, t2 ------ 硫化温度.
例如: 某一胶料在130℃时用硫化仪测得正硫化时间为20分钟,而在140℃时测得其正硫化时间为9分钟,则K值为:
140-130
T1/T2 =20/9= K 10
K=2.2
2)测定胶料活化能E值:用硫化仪分别测出胶料在t1,t2温度下的正硫化时间T1,T2,
然后代入公式:
ln(T1/T2)=E/R (t2-t1/t2.t1) (2)式或者
ln(T1/T2)=E/2.303R (t2-t1/t2.t1) (3)式
式中:
R ------ 为气体常数(R=8.3143焦耳/克分子.度
或R=0.001987千卡/克分子.度
5. 计算硫化效应,硫化强度以及进一步进行硫化条件的任意换算:
硫化效应等于硫化强度与硫化时间乘积,即:
E=I.T (4)式
式中:E --- 硫化效应;I--- 硫化强度; T --- 正硫化时间.
硫化强度是胶料在一定温度下,单位时间内所达到的硫化程度,它与硫化温度系数K值和硫化温度有关,即:
t-100
I=K 10 (5)式
式中:K --- 硫化温度系数,通过试验测定并利用公式(1)求得:
t-100
E=K 10 x T (6)式
利用这一公式就可以将原定的硫化条件作任意的换算.
例如:已知某制品的原定硫化条件为150℃时,硫化时间为20分钟,现把温度改为
140℃,求硫化时间是多少分钟?
解:已知 t1=150℃,T1 =20分 求: t2=140℃,T2 =?
如果要在不同硫化条件下制得其相同的机械物理性能,则必须使其硫化效应相等,令:E1=E2,即:
t1-100 t2-100
K1 10 x T1 = K2 10 x T2
如果计算后,K=2.2,则:
T2 =44分
6. 用硫化仪确定硫化工艺条件:
橡胶制品的硫化是橡胶工艺上的重要课题之一,正确的掌握胶料的硫化特征,可以
把握ZUI佳硫化点,节约能源,提高生产率,获得ZUI佳的物理化学性能.
下面我们通过对硫化曲线的分析来确定胶料的各项硫化参数:见下图,将曲线分为:
AB,BC,CD,DE,EF等部分:
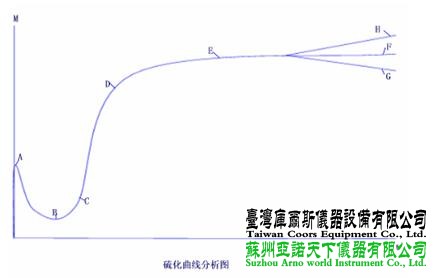
AB部分为胶料流动性,胶料在模腔温度作用下逐渐变软,产生流动,因此力矩下降.
BC部分为胶料逐渐发生变化,力矩开始上升,从A到C为诱导期(或焦烧期),焦烧时
间的长短取决于胶料的配方,主要受促进剂的影响,而操作过程中胶料的受热历程也是一个重要因素,这一阶段类似于门尼曲线,显示了胶料硫化前粘滞性.
CD部分为胶料产生硫化反应的交联阶段,即逐渐产生网构,使胶料弹性上升,力矩急剧上升,这一阶段称为热硫化阶段,热硫化时间的长短取决于胶料配方,硫化反应速度的标志.
从D到E为硫化平坦阶段,此时主要的硫化反应已基本完成,已达到ZUI大交联程度,所以力矩不再上升而保持有一平坦趋势,在这一阶段中显示了胶料所获得的硫化的ZUI大力矩,平坦硫化时间的长短取决于胶料配方(主要是促进剂和防老剂).
EF,EH,EG为过硫阶段,这一阶段相当于硫化反应网构形成期的后期,在这一阶段中主要是交联发生重排作用,以及交联键和链段热裂解的反应, 在这一阶段中,由于各种胶料的性质不同,因而表现有不同的趋向,有些胶料(抗热降解性好)仍保持平坦性(如图中的EF),通常用硫磺硫化的乙丙胶,丁晴胶, 氯丁胶等会出现此现象;有些胶料(抗热降解性差),则出现力矩下降(如曲线EG),这是胶料在过硫阶段中发生网构热裂解所致,通常用非硫磺硫化的天然胶,硅橡胶, 硅氟橡胶等都会出现;有些胶料在过硫化阶段中产生结构化作用,因此曲线的力矩仍继续缓缓上升(如曲线的EH),通常用非硫磺硫化的丁苯胶, 丁晴胶, 氯丁胶, 乙丙胶等都会出现这种现象.
对于具有明显ZUI大力矩的典型硫化曲线,各种硫化参数都可以从曲线上确定:
1) 起始力矩M0 : 反映试验开始时胶料的起始粘度;
2) ZUI小力矩ML: 反映胶料在硫化温度下的粘度;
ZUI小力矩与胶料可塑性有良好的相关性,与可塑性是负相关,即可塑性大,则ZUI小
力矩小.
3) ZUI大力矩MH:为理论上的正硫化时间,代表ZUI大交联度,取值可以沿ZUI小力矩
点作一条与时间轴平行的延线,则从延线到硫化曲线平坦部分之间的间距即为ZUI大力矩,ZUI大力矩显示了胶料的物理特性,即ZUI大力矩与胶料硬度及定伸有良好的相关性,是正相关, ZUI大力矩大则胶料硬度和定伸高.
4) 焦烧时间ts1(或t10):胶料在硫化温度下加热至出现焦烧的时间.由于橡胶具有热积累的特性,所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间, 操作焦烧时间是指在橡胶加工过程中由于热积累效应所消耗的时间,它取决于加工程度(如胶料翻炼次数,热炼程度,压延,压出等), 剩余焦烧时间是指胶料在模型加热时保持流动性的时间,对于一般的胶料来说,经过不同工艺加工后的胶料剩余焦烧时间是不同的.
焦烧时间t10=[ML+(MH-ML)x10%]所对应的时间,意即:此胶料已达到10%的
交联度,已不适应加工了;国际标准采用ts1作为焦烧点:当硫化仪振幅为1°角时,焦烧点用ts1表示,ts1=(ML+0.1NM)所对应的时间;如用3°角时, 则焦烧点用ts2表示, ts2=(ML+0.2NM)所对应的时间.
试验时转子(或模腔)振幅大,曲线转矩也大,但采用大振幅时,胶料硫化后试料与模腔间容易打滑,所以为了防止打滑,目前倾向于采用小振幅进行试验,另外,转子污染也是造成打滑的原因之一,且振幅愈小时,干净与污染的转子所绘的硫化曲线比较接近,从这一点上说采用小振幅进行试验也是比较好的,同时为了试验的正确性,应经常使转子(或模腔体)保持清洁.
5) 正硫化时间(ZUI宜硫化时间)t90:代表胶料达到ZUI佳性能状态时的硫化时间,也是工艺上的正硫化时间,t90=[ML+(MH-ML)x10%]所对应的时间,习惯上,正硫化时间是指抗张强度达到ZUI高点略前的时间,或取定伸曲线迅速下降的那个转折点,也有以抗张强度ZUI高值的点作为正硫化点的,实际上,从硫化曲线的发展来看,在热硫化阶段中,力矩上升速度很快,随后则转为缓慢上升,至出现ZUI大值(或继续缓慢上升,或转为下降),也就是说,大部分90%的交联键是在热硫化阶段生成,只有小部分(10%以下)的交联键是在后继阶段生成的,所以从经济角度来看,一般选用t90作为工艺上的正硫化时间,对于大多数制品来说,选用t90作为正硫化时间,已基本上满足使用性能的要求.
6) 硫化速率:它是反映硫化反应进行得快慢的一个参数,胶料的硫化速率与配方
中的促进剂品种及用量有关,其取值为t90与t10之差的倒数,在陡峭区域内,硫化曲线的斜率就是两个点(即t90与t10两个点)间的力矩差除以时间差.
7)其他应用:用硫化仪也可代替目前各下降厂所用的测定硬度,比重,可塑性, 定伸强度,扯拉伸长率及永久变形等习惯的快检控制方法.








